
Một giải pháp hệ thống thực thi sản xuất dựa trên nền web portal-based của Rockwell Automation cung cấp cho ngành thép Smorgon một bộ mắt mới cho việc giám sát hoạt động nhà máy, cùng với một thiết bị cầm tay thêm cho đội ngũ nhân viên toàn nhà máy.
Hoạt động trong một nơi nhỏ, chính là dây chuyền cuối của quá trình sản xuất. Nhưng hoạt động đó được đo lường và định nghĩa như thế nào? Tối ưu hóa hoạt động sản xuất – được biểu lộ như công suất, chất lượng sản phẩm, hiệu suất và tính sẵn có của máy móc thì chỉ có thể đạt được đúng nếu dữ liệu nền sẵn có ở vị trí đầu tiên. Thu thập chính xác và phân tích dữ liệu hoạt động này – trong thời gian thực – trở thành thử thách căn bản.
Ngành thép Smorgon nhận thấy rằng cần phải cải thiện kỹ thuật phân tích hoạt động tại xí nghiệp sản xuất Victorian North Laverton vào đầu thế kỷ 21. Việc sản xuất các sản phẩm thanh và cọc thép cán nóng hỗn hợp để đáp ứng nhu cầu điển hình từ khách hàng. Công ty phụ thuộc vào việc tối ưu hóa tiến độ thi công để tối thiểu hóa thời gian chết trong việc chuyển đổi từ sản phẩm này sang sản phẩm khác, và thanh sắt nhỏ cán nóng với ‘nose to tail’ gần nhất có thể. Năng suất – đến một mức độ lợi nhuận nào đó – cuối cùng được tính bởi khối lượng nguyên liệu thô và phần trăm của sản lượng sản phẩm trong một ca.
Việc theo dõi kế hoạch sản xuất động lực của Thép Smorgon và mục tiêu sản xuất của nó có đạt hay không là điều cần thiết. Trong báo cáo sản xuất cuối ca, mọi thời gian chết được ghi nhận, sản lượng thô được đếm, loại sản phẩm được ghi chép và hiệu suất cán được tính toán. Quản lý Thép Smorgon sử dụng những dữ liệu này để đánh giá năng suất của nhà máy và nhận diện những cơ hội tức thời nhằm cải thiện năng suất.
Để tối đa hóa hiệu suất và tính chính xác của việc đối chiếu dữ liệu, công ty tiến hành dự án từng bước để triển khai kỹ thuật phần mềm hệ thống thực thi sản xuất (MES) có khả năng hợp lý hóa những hệ thống báo cáo thủ công khác loại và sự trì hoãn sản xuất một cách tự động. Tiên phong thực hiện dự án là quản đốc điện của dự án Thép Smorgan Wayne Pearse, người đã tiếp cận đầu tiên trong tự động hóa công nghiệp Rockwell Automation để tìm kiếm một giải pháp khả thi. Wayne Pearse nói: “Chúng tôi đã có một trải nghiệm tốt với Rockwell Automation trong suốt giai đoạn nâng cấp hệ thống kiểm soát truyền động cho nhà máy sản xuất thép thanh năm 1999 và, từ lúc hầu như toàn nhà máy được đặt trên nền kỹ thuật kiểm soát Allen-Bradley, chúng tôi đã cảm thấy Rockwell Automation là một nơi tốt để hợp tác”
Từ thanh sắt nhỏ tới thanh sắt lớn
Giờ giấc sản xuất hằng ngày, kiểm kê hoạt động, yêu cầu của khách hàng và ngành hậu cần cho xí nghiệp sản xuất thanh và que sắt Laverton của Smorgon Steel được xử lí bởi hệ thống enterprise resource planning (ERP). Mỗi thanh sắt nấu chảy bởi một trong bốn bể đúc liên tiếp của công ty được dập bởi một số “hơi nóng” mà được nhận diện mức độ chính xác (hay thành phần). Chính “công cụ phát hiện kim loại nóng” là điểm cạnh RSBizWare cho việc ghi lại hay không và việc xí nghiệp trong quá trình sản xuất hay bị trì hoãn.
Tất cả các thanh sắt với cùng một nhiệt độ được đưa từ từ vào trong lò trước khi cán nóng những phần que và thanh thép khác như là cắt, làm cứng, dát mỏng, làm vuông, thay đổi kích thước của đường mép song song và góc. Thật cần thiết khi sự thay đổi nhiệt độ được ghi lại rõ ràng vào chính hệ thống ERP, trong hệ thống này kiểm tra sản phẩm cũng được nhập khi chúng rời khỏi hàng.
Tuy nhiên, hầu hết tính năng báo cáo của hệ thống Smorgon Steel ERP đang hiện hữu này được trở thành mục tiêu cho tổ chức kinh doanh thương mại và quản lí cao cấp. Để đánh giá chính xác và tính liên tục hiệu suất hoạt động của nhà máy, một hệ thống linh hoạt và truy nhập rộng rãi hơn được thêm vào, ngài Pearse đã nói “Chúng ta đang sử dụng cơ sở dữ liệu Access để chứa tất cả các dữ liệu sản xuất, cái mà được trích bằng tay từ chính hệ thống ERP”. “ Chính người giám sát ca cũng sẽ phải đánh vào trong tất cả những trở ngại sản xuất như báo cáo bởi người vận hành, người đang thu thập chúng bằng tay. Từ đây anh ta sẽ tạo báo cáo sản xuất cho chính ca đó”.
Ngoài khối lượng công việc giấy tờ khổng lồ ra, vấn đề chính đối với hệ thống dữ liệu là dữ liệu không sẵn sàng sử dụng được cho phân tích. Pearse đã nói rằng một trong những mục tiêu chính trong việc giới thiệu một MES mới chính là tạo dữ liệu có sẵn lớn hơn đến đội ngũ quản lí hoạt động và đưa ra cách phân tích nhanh, đơn giản và linh hoạt. Mục tiêu khác đó là ghi lại tự động thời gian sản xuất chết để lấy ý kiến chính xác hơn hoạt động của máy móc, trong cùng một thời điểm cho phép người vận hành tập trung hơn hoạt động thực sự của nhà máy.
Sau thảo luận sơ bộ với nhóm kỹ thuật của Rockwell Automation, Smorgon Steel đồng ý thử một số module của bộ phần mềm RSBizWare Rockwell, giải pháp MES có thể thay đổi được vào đầu năm 2002. Pearse đã nói “Chúng tôi đã cung cấp vài máy tính và thiết lập một hệ thống hoa tiêu Rockwell Automation, cái chúng ta đã vận hành chính trong 6 tháng”. “Khi chúng được thỏa mãn về việc hệ thống đang thu thập dữ liệu đúng, chúng ta đặt một hệ thống cơ bản vào trong sản xuất và để cho người vận hành tham gia vào quá trình sản xuất”.
Kim loại nóng chảy được phát hiện
Theo lời kỹ sư tư vấn Michael Cahill của Rockwell Automation, khởi đầu với MES căn bản có thể được tăng cường theo yêu cầu là cách tiếp cận lý tưởng. Michael Cahill nói: “Trong giai đoạn khởi đầu, không dễ dàng để dự đoán chính xác thông tin nào sẽ sử dụng hầu hết”. “Không có nhiều điểm thu thập toàn bộ dữ liệu mà không ai xem xét. chúng tôi đã có một ý tưởng phân loại dữ liệu nào là hữu dụng, họ thì có ý tưởng loại dữ liệu nào mà họ cần. Chúng tôi đã ghép chúng lại với nhau và hình thành nền tảng.”
Giai đoạn đầu của giải pháp RSBizWare MES là sử dụng phần mềm quản lý giao dịch công nghiệp RSSql, cùng với phần mềm tương tác liên lạc RSLinx để truy xuất thông tin thời gian thực từ PLC trong nhà máy. Được đặt trước nơi cán, thiết bị phát hiện kim loại nóng chảy theo trigger tại mỗi máy nhằm ghi nhận một “sự việc” (một sự chậm trễ): nếu kim loại nóng chảy được phát hiện, máy cán sẽ hoạt động, nếu không thì quá trình sản xuất sẽ chậm lại.
Ngược lại chính người vận hành ghi lại những sự cố trì hoãn trước đó bằng tay và thường không chính xác – chính thành phần RSBizWare PlantMetrics của MES tự động ghi lại những sự cố trì hoãn hiện tại lên đến một phần giây. Khi có một sự việc nào đó, người vận hành sẽ thấy màn hình nhúng RSBizWare trong hệ thống SCADA hiện có cho mỗi phân xưởng, điều này cho phép người vận hành nhập những đặc điểm về sự cố trì hoãn trong thanh thực đơn “drop down”
Cơ sở dữ liệu có cấu trúc mạnh mẽ của RSBizWare – chính phần mềm của Rockwell FactoryTalk Data Model (FTDM) sẽ thay thế cơ sở dữ liệu của Access để chứa dữ liệu sản xuất. FTDM dựa trên tiêu chuẩn S95 của cộng đồng quốc tế về đo lường và điều khiển (ISA) được công nhận rộng rãi cho xí nghiệp để điều khiển hệ thống tích hợp. ISA bao gồm những quy ước đặt tên tiền định nghĩa với những dòng dữ liệu và cho phép mở rộng gần như không giới hạn
Cahill đã nói FactoryTalk Data Model là một hệ thống tài liệu mở, có nghĩa là nó có thể dễ dàng giao tiếp với các phần mềm hệ thống khác. “Đây là cái cho phép Smorgon giao tiếp nó với hệ thống SCADA đang hiện hữu của họ”. Chúng ta có thể đặt nó lên đỉnh của bất kì hệ thống SCADA nào. Điều này khiến nó rất linh hoạt. Trong trường hợp này, những người vận hành đang làm việc tại cùng 1 vị trí, nó chỉ là một màn hình SCADA khác. Thẻ truyền thông Ethernet kép trong chính server MES cung cấp khả năng kết nối độc lập và bảo mật trong nhà để phục vụ cho “quá trình xử lí mạng” (kiểm soát hoạt động nhà máy), cái cho phép người vận hành truy xuất chỉ thông qua hệ thống SCADA, và thậm chí “xưởng thép” hay mạng văn phòng/quản lí tương ứng.
Thiết kế quy mô lớn hệ thống
Trong giai đoạn đầu tiên của dự án này, Pearse cùng với nhóm của mình đã giám sát độ chính xác của quá trình ghi lại dữ liệu tự động, cộng với thí nghiệm báo cáo và phân tích dữ liệu sản xuất sử dụng giao diện RSBizWare QuickWeb sẵn có. Còn hệ thống lỗi thời bằng tay được cho chạy song song nhằm mục đích so sánh. Ngoài ra một màn hình “Active X” cũng được giới thiệu cho việc biên tập sự kiện – điều này cung cấp cơ hội cho người vận hành, người giám sát và quản lí có thể xem lại và biên tập những lời bình về sự cố trì hoãn.
Đến đầu năm 2004, Smorgon Steel đã xác định được con đường trong hai giai đoạn phát triển. Để cung cấp thêm tính khả dụng cần thiết mà họ cần – bao gồm cải thiện đến khả phân tích dữ liệu và báo cáo, cộng với việc truy xuất rộng hơn đối với việc bảo mật phù hợp – Rockwell Automation đã chuyển giao giải pháp cổng kiểm soát dựa trên nền tảng Web ứng dụng công nghệ truy xuất web Microsoft ASP.net
“Khi họ đã thành lập xong làm thế nào để sử dụng MES, chúng ta cùng ngồi xuống và thảo luận để nắm xa hơn hệ thống” Cahill đã nói. “Nhiều thông tin sản xuất trong chính cơ sở dữ liệu thì không có chuẩn cho MES – nó thì đặc trưng hơn hệ thống ERP. Họ đã sử dụng Crystal Reports rồi, do chúng ta đã tích hợp điều này với cổng kiểm soát web, và phủ nó lên trên RSBisWare, để đem lại cho họ ‘báo cáo theo nhu cầu’. phần mềm mở nghĩa là Smorgon bây giờ có thể thiết lập bất cứ những thông báo mới nào theo như nhu cầu họ nghĩ.”
Thêm vào đó, hầu như những màn hình “báo cáo thời gian chết” và “báo cáo ca làm việc”, chính cổng kiểm soát cho phép tính mềm dẻo phân tích dữ liệu mới. “Cũng chính cổng kiểm soát mang lại cho chúng ta tính khả dụng từ bất kì các PC nào ở tại vị trí mong muốn,” Pearse đã nói. “ Chúng ta có thể tạo một cái báo cáo chỉ với click vào 1 cái nút, cùng với kiểm soát bằng tay dữ liệu sử dụng Excel PivotTables. Nó cho phép chúng ta kiểm soát hoạt động của nhà máy theo ngày hoặc theo ca, giúp chúng ta xác định nơi mà sản phẩm chính của chúng ta ở”.
Theo như Pearse, một phát hiện thú vị đó là làm gia tăng rõ rệt những trì trệ từ lúc việc ghi lại sự kiện tự động bắt đầu. “Nó làm cho chúng ta nhận thấy những khó khăn như thế nào cho chính người vận hành thu lại chính xác những sự kiện này,” Pearse nói. “Trong vài trường hợp, việc trì hoãn định kì ngắn (của việc nói, một hay hai phút) được phát hiện nơi mà trước khi chúng có thể được giám sát. Điều này có thể cho thấy một kết quả khó khăn hay chúng có thể chỉ ra một cái rắc rối mà có thể tích lũy thành một thứ gì đó nghiêm trọng hơn. Bây giờ RSBizWare kia ghi lại mọi thứ trong thời gian thực, chúng ta có thể điều tra bất cứ thứ gì có vẻ nghi ngờ.
Theo dõi thời gian vận hành và thời gian chết
“RSBizWare đem lại cho Smorgon Steel một công cụ cho việc theo dõi thời gian vận hành và thời gian chết” Cahill đã nói. “Họ không thực sự kiểm tra thời gian vận hành trước. Bây giờ họ có thể theo dõi cái mà họ sản xuất trong suốt quá trình hoạt động, và có hay không chúng phù hợp với tốc độ tiêu thụ mong muốn, trong cùng một hệ thống tương tự theo dõi tại sao máy bị dừng”. Cấp độ theo dõi này được yêu cầu tính toán chỉ thị điểm then chốt cuối cùng cho thể chất nhà máy, hệ số sử dụng thiết bị hiệu qủa (OEE). Một hàm của tính sẵn sàng theo phần trăm, hoạt động tiêu thụ và chất lượng, OEE là một công thức phức hợp mà để xác định như thế nào là tốt khi nhà máy đang trong quá trình hoạt động.
“Việc giới thiệu về OEE là cách chính trong cái tác động tổng thể của MES trên hoạt động thực sẽ được đo lường,” Pearse nói, Tuy nhiên, theo thứ tự phân tích OEE để làm việc, chính giai đoạn phát triển tiếp theo của MES cần phải được thực hiện: điều này bao gồm việc truyền tự động dữ liệu sản xuất từ hệ thống ERP đến RSBizWare. Vào đúng thời điểm, điều này sẽ vẫn được nhập bằng tay bởi người giám sát ca tại cuối mỗi ca.
Nếu như RSBizWare MES trang bị cho Smorgon Steel một thiết lập mới của những cảm biến cùng với giám sát hoạt động nhà máy, nó cũng sẽ mang lại cho công ty một thiết lập thêm những cánh tay. Việc ghi lại tự động những sự kiện độc lập thì lưu lại cho mỗi người giám sát lên tới một giờ trên ca trong việc nhập dữ liệu. Cả họ và những người vận hành giờ đây có thể dốc toàn lực để hoạt động nhà máy thay vì bận bịu với công việc bàn giấy. Một khi dữ liệu ERP được truyền tự động, thì hiệu quả nhân lực sẽ giống như tăng lên một cấp độ khác vậy.
Pearse thoản mãn với quá trình trao quyền MES, bao gồm tăng khả năng mở rộng và sự tinh tế của hệ thống như là những điều cần thiết được xác định. Cahill nói, đây là một trong những sức mạnh mà RSBizWare mang lại. “Không có bất kì sự trở ngại tiềm ẩn nào. Tất cả những modun giống như những khối công trình bạn có thể chi trả ít hay nhiều khi bạn cần”
Dây chuyền sản xuất cơ sở hoạt động của Smorgon Steel thì luôn được trong giai đoạn theo dõi. Và mặc dù đôi khi dữ liệu tích lũy bởi MES phải bộc lộ tất cả những cách dùng tiềm ẩn, khả năng nhận diện sớm sự không hiệu quả trong hoạt động thì đã rõ ràng. Trong khi chính đội ngũ quản lí ngày càng quen với việc có hoạt động nhà máy trong một cổng kiểm soát, việc trao quyền chỉ có thể phát triển.
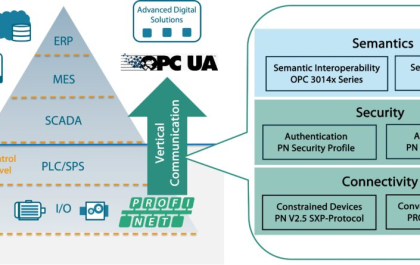
Giao tiếp dọc với PROFINET: Sẵn sàng cho tương lai chuyển đổi số
Trọng tâm chiến lược của chuyển đổi số nằm ở bảo trì dự đoán, sản xuất thích ứng và kiểm…

3 Giải pháp Từ Hội Nghị PI tại Seoul: An ninh, Bảo mật và An ninh mạng
Sau ba ngày họp và thuyết trình chuyên sâu tại Seoul, bài học rút ra rất rõ ràng: an ninh…


