
Nhờ sự gia tăng toàn cầu về tính di động cá nhân, ngành công nghiệp ô tô vẫn là một lĩnh vực chủ chốt. Nếu bạn muốn củng cố vị trí của bạn trong sản xuất ô tô trong thời gian dài, bạn phải theo kịp với sự phát triển mới nhất. Kết hợp chất lượng, an toàn và tính bền vững là rất quan trọng ở đây, cũng như hiệu suất và thiết kế thân thiện với người dùng. Tất cả điều này có thể đạt được mặc dù chi phí cao.

Nhu cầu về chất lượng ngày càng tăng trong sản xuất thường liên quan chặt chẽ với việc sử dụng chi phí hợp lý cho công nghệ và các nguồn lực. Đồng thời, quá trình và trình tự sản xuất có suốt vào nhau và đảm bảo an toàn cho máy móc, nhân sự và vật chất ở tất cả các lần. Nhiều nhà sản xuất ô tô đã nhanh chóng nhận ra rằng việc giới thiệu các tiêu chuẩn giống hệt nhau cho chất lượng, an toàn, quá trình và trình tự sản xuất, cùng với một mức độ cao về tự động hóa, đảm bảo sản xuất linh hoạt và hiệu quả cao. Để giới thiệu các tiêu chuẩn tương ứng thống nhất trong công nghệ mạng là một mong muốn lâu dài của hầu hết các nhà sản xuất hiện nay.
Đối với BMW AG, rõ ràng các hệ thống sản xuất hiện đại chỉ có thể được kiểm soát, theo dõi, tối ưu hóa và được chẩn đoán hiệu quả với tiêu chuẩn hóa và tích hợp thông tin liên lạc. Kể từ năm 2008, sản xuất trong bộ phận thân xe sơn lọt màu trắng của các nhà máy của BMW tại Dingolfing đã được thực hiện với Profinet IO (PN IO) trong các ô hàn của BMW series 7. Công ty (nhà sản xuất của các thương hiệu BMW, Mini và Rolls-Royce tại hơn 20 địa điểm trên bốn lục địa) là hệ thống tự động hóa tiên tiến và một trong những nhà máy đi đầu của Profinet trong ngành công nghiệp ô tô.
Hệ thống bus cho tất cả các ứng dụng
Quá trình sản xuất ô tô bao gồm năm bước chính: thông tin, xe được làm sạch, sơn xe, động cơ và dây truyền sản xuất, cho đến lắp ráp là khâu cuối cùng. Trong bộ phận sơn thân xe màu trắng, các phần tấm kim loại được định hình một cách chính xác đến từ nơi cung cấp thông tin được đặt lại với nhau để tạo thành một thân xe hoàn chỉnh bao gồm khoảng 3.000 bộ phận riêng lẻ. Tuy nhiên, sản xuất thân xe tại nhà máy BMW ở Dingolfing không diễn ra trên một dây chuyền, nhưng thay vì vậy thì được phân phối qua các trạm sản xuất cá thể được biết đến như tế bào Robot hàn. Trong quá trình sản xuất, bộ phận riêng lẻ được gia công bởi các robot công nghiệp và kết hợp một lần nữa để tạo thành các đơn vị lớn hơn và sau đó tiếp tục xử lý. Hầu như tất cả các bộ phận phải đi qua một số lần hàn trước khi cho ra đời một kết quả là chiếc xe gần như hoàn toàn. Các trạm gia công khác nhau được nối mạng với nhau thông qua “hệ thống băng tải kết nối”

Yêu cầu cơ bản là sử dụng một hệ thống bus duy nhất (mạng) cho tất cả các ứng dụng. Nó sẽ xử lý tất cả các nhiệm vụ truyền thông như chuyển giao các dữ liệu công việc cá nhân, và các tín hiệu an toàn và kiểm soát. Giao diện nên được tránh càng xa càng tốt, và kiến thức chuyên môn và số lượng của các công cụ, ví dụ như vận hành và các công cụ kỹ thuật nên được giảm. Một nhu cầu về Profinet để đạt được công cụ thay đổi trong vòng 500ms nhờ giao tiếp thời gian thực. Nhưng các yêu cầu an toàn tối đa vẫn còn phải được đáp ứng. Ngoài ra, phân tích hệ thống sản xuất thông qua một đại diện tổng thể duy nhất được dự định để làm cho sản xuất và chẩn đoán của toàn bộ mạng trở nên minh bạch hơn bao giờ hết.
Sự tiếp liệu chính xác theo chu kì của các phần trong quá trình sản xuất liên quan
Tất cả các xe ô tô lăn ra khỏi dây chuyền sản xuất tại nhà máy BMW ở Dingolfing là một sản phẩm tùy chỉnh và thích hợp. Bằng phương tiện của truyền thông ISO-on-TCP (Communication service commonly used in automation), các đơn đặt hàng của khách hàng cá nhân được gửi bởi hệ thống điều khiển cấp cao hơn để một hệ thống quản lý trật tự điều khiển sản xuất hoàn chỉnh. Bằng cách kết nối bộ điều khiển của từng máy chế biến thông qua Ethernet, tình trạng sản xuất được báo cáo lại với hệ thống kiểm soát công việc trong tay. Nhà điều hành nhà máy có được cái nhìn tổng quan cần thiết thông qua giao diện điều khiển cho các chuỗi sản xuất tiếp theo, và do đó biết được bất cứ lúc nào khi mà đơn vị đã được sản xuất.
Các bộ phận riêng lẻ gia công được đưa vào các máy trạm của các ô hàn một phần bởi các nhà vận hành máy đã đặt vào máy bằng tay. Kể từ khi nhà điều hành cung cấp một số trạm, các sơ đồ khoảng cách và thời gian đã được làm việc và tối ưu hóa một cách cần thiết có thể được thực hiện trong thời gian được cung cấp. Để đảm bảo an toàn cho người và máy móc thiết bị, các máy trạm điều hành chỉ có thể được nhập vào máy tính nếu máy ở chế độ dừng, đó là, cửa ra vào hoặc cổng là “mở” hay nói cách khác, là không khóa. Trong trường hợp này, robot sẽ tự động dừng lại và khóa liên động chống lại khởi động lại. Sau khi chèn các tấm kim loại cần thiết, quá trình sản xuất chỉ có thể được bắt đầu hoặc tiếp tục với nút “Start”. Tấm kim loại lớn hơn được chèn vào bởi các robot. Họ cũng sẽ tự động cung cấp các bộ phận nhỏ.

Điều này được thực hiện bằng cách sử dụng một bộ đệm nhỏ mà từ đó robot loại bỏ các tấm kim loại được ủy quyền bởi các nhà điều hành. Các bộ phận thường xuyên được yêu cầu, giống nhau có sẵn với tối thiểu chi phí bằng cách sử dụng phương pháp dự trữ này. Mặc dù nhà máy một mặt bị ngắt kết nối từ các chu kỳ vận hành ở một mức độ nhất định nhờ định vị linh kiện tự động sử dụng robot, mặt khác, nó đòi hỏi một loạt các giải pháp cơ khí đặc biệt do các hình học khác nhau, và vận hành thử tốn chi phí thường xuyên. Khi bắt đầu của tất cả các chuỗi sản xuất tự động, máy kiểm tra các vị trí chính xác của các tấm kim loại có liên quan.
Hệ thống băng tải giữa các đơn vị gia công bao gồm các đường ray đơn kiểu treo, băng tải con lăn, và thang máy. Ngoài ra, có các dây đai đệm các băng tải con lăn giữa các bước gia công. Vì lý do kinh tế, là hầu như không có bất kỳ bộ đệm trung gian trong toàn bộ dây chuyền sản xuất
Giải pháp ở Dingolfing: sự kiện và con số hiện tại
Việc sản xuất đang thực hiện 5 ngày 1 tuần trong 3 ca. Các dây chuyền lắp ráp chỉ bị dừng trong thời gian nghỉ ăn trưa.
Có xấp xỉ 1,200 robot bao gồm trong cấu trúc thân xe cho BMW 7 cũng như BMW 5. Các robot được sử dụng phần lớn cho hàn điểm cũng như cho các quá trình như lắp ghép, tán đinh…
Có tổng số 14,500 nút mạng Ethernet phải truyền thông êm với nhau và trao đổi dữ liệu của chúng. Bao gồm các sản phẩm Simatic sau:
• 3,600 x trạm I/O phân tán Simatic ET200S với ngõ vào/ra an toàn và chuẩn hóa
• 1,300 x bộ xử lý truyền thông CP1616
• 700 x Scalance X208 và các bộ chuyển mạch X216
• 150 x đầu nối PN/PN (The PN/PN coupler enables cross-plant, fast and deterministic I/O data coupling between two Profinet networks)
• 200 x bộ điều khiển Simatic S7-416F-3PN/DP
• 4 x bộ điều khiển Simatic S7-317-2PN/DP
• 4 x bộ điều khiển Simatic S7-319-3PN/DP
Trước đây, các cấu trúc số lượng có liên quan được thiết kế bằng cách sử dụng các hệ thống bus đơn. Chỉ với Profinet IO thì điều này có thể với hệ thống bus đơn.
Theo quyết định của BMW trong sự đồng ý của Siemens như một nhà cung cấp tự động hóa cho nhà máy Dingolfing, bộ điều khiển liên quan an toàn Simatic S7-416F trở thành trung tâm của tế bào sản xuất. Giữa 10 và 15 bộ điều khiển được sử dụng trên khu vực nhà máy.
Bảng điều khiển tầng, ví dụ, bao gồm khu vực nhà máy riêng được điều khiển bởi bộ điều khiển S7-416F-3PN/DP Simatic. Mỗi kiểm soát khoảng 10 robot hàn kim loại tấm nhỏ và sửa chữa bu lông cáp dây nịt hoặc thêm vào các thành phần. Khoảng 60 đến 100 bộ điều khiển được yêu cầu trong tổng số cho sản xuất toàn bộ thân của mỗi mô hình. Sản xuất khung bên ngoài cho riêng chiếc BMW 7, trong đó bao gồm 94 thành phần, đòi hỏi phải có một diện tích 1.267 m². Trong một thời gian chu kỳ chỉ 2,1 phút, 46 robot với 60 kẹp hàn và 52 “handlings” áp dụng 631 mối hàn tại chỗ và khung sườn 2.3 m² của vật liệu với nhau. “Handlings” được yêu cầu cho tất cả các “hoạt động kẹp” như di chuyển một thành phần từ một trong những công cụ khác
Trước đây, một dây chuyền sản xuất riêng biệt đã được thiết lập cho mỗi mô hình, nhưng dây chuyền đã không được sử dụng cho các mô hình kế thừa. Nó rõ ràng là hiệu quả hơn để sử dụng cùng một nhà máy liên tục, nói cách khác để sản xuất các mô hình khác nhau trong một tế bào sản xuất. Như một kết hợp sản xuất, tuy nhiên, nếu các bộ phận, cá nhân được xử lý giống nhau. Điều này có nghĩa là thực hiện một nghiên cứu chi tiết của mọi thành phần trước có liên quan đến sự kết hợp sản xuất tiềm năng. Hệ thống-sự kết hợp đồng bộ rộng rãi của các rô bốt hàn
Ngược lại với các yêu cầu về công nghệ tham gia sản xuất thân xe, chẳng hạn như hàn, liên kết, clinching (Mechanical joining process using cold forming), vẫn giống nhau cho mỗi mô hình, kết nối I / O đã thay đổi với tất cả các mô hình trên cơ sở phát triển công nghệ -từ các mô-đun đầu vào / đầu ra song song (I / O), thông qua INTERBUS, PN IO.
Trước đây, một tủ điều khiển robot có thể được cấu hình hoặc lập trình với ba công nghệ cài đặt khác nhau và với các công cụ vận hành khác nhau. Có các kết nối điểm-điểm (INTERBUS), một bus cho I/O liên quan đến an toàn (Safetybus), và thậm chí sau đó, Ethernet cho các máy tính điều khiển của robot. Bất kỳ phân tích lỗi bị cản trở bởi các cơ quan đại diện của đứt gãy khác nhau cho mỗi hệ thống bus.
Với IO Profinet cho phép thời gian thực, tất cả các dịch vụ truyền thông, máy tính cá nhân, bộ điều khiển, các mô-đun I/O, robot,… có thể được vận hành thông qua một hệ thống, một bus tiêu chuẩn (Ethernet công nghiệp / Profinet). Kết quả này trong công nghệ cài đặt chỉ là dựa trên Ethernet và các công cụ cấu hình tương ứng ít hơn, chẳng hạn như môi trường lập trình Step7 (Configuring or programming software for Simatic S7 controllers). Trung tâm điều khiển của robot là một giải pháp dựa trên thẻ Ethernet CP1616 với các tính năng xảy ra đồng thời như bộ điều khiển IO Profinet và thiết bị IO. Điều này có nghĩa là robot được đặt như là một thiết bị IO PN PN IO điều khiển cấp cao hơn, nhưng bản thân nó là điều khiển PN IO cho I/O riêng của mình.
Nó cũng có thể để giảm số lượng các công cụ kỹ thuật với Profinet. Ví dụ, nó có thể cùng với Step7 để cấu hình, lập trình và chẩn đoán mô-đun liên quan đến an toàn cùng với các mô-đun tiêu chuẩn, do đó người dùng không còn phải đối phó với các hệ thống phần cứng khác nhau

Các điều kiện khó khăn do bức xạ nhiễu điện từ
Kế hoạch ban đầu là sử dụng cáp sợi quang học polymer (POF) để kiểm soát các khu vực bị nhiễu điện từ, chẳng hạn như cánh tay robot hàn. Tuy nhiên, mở rộng đo lường và kiểm tra các đặc tính truyền dẫn EMC (Electromagnetic compatibility) đã chỉ ra rằng cáp đồng Ethernet (Ethernet công nghiệp / Profinet) không lỗi chức năng ngay cả trong môi trường điện từ và có tải trọng cơ khí quan trọng. Cáp của các tế bào hàn toàn bộ do đó có thể có với các loại cáp đồng Ethernet



Trước đây, các đơn đặt hàng sản xuất đã được gửi đến bộ điều khiển không với tiêu chuẩn ISO-on-TCP, nhưng sử dụng giao thức Sinec-H1 (The Sinec-H1 protocol was an Ethernet-based (communication) service). Vào thời điểm đó, bộ vi xử lý truyền thông (Simatic S5 CPs) đã được sử dụng để giao tiếp giữa bộ điều khiển, và giữa các hệ thống kiểm soát và điều khiển, hoặc chuyển giao thông tin về loại, số lượng đơn vị.
Tại BMW, một số nhà máy H1 vẫn còn sử dụng công nghệ điều khiển Simatic S5. Công nghệ điều khiển mới cũng được thiết kế để có một vòng đời tương đối dài. Các công nghệ mới và các thành phần được sử dụng ngày hôm nay trong một số trường hợp đánh giá thập kỷ trước, và sẽ có được trong 15 năm hoặc nhiều hơn, bởi vì xu hướng rõ ràng là hướng tới sử dụng lại máy tính có một mức giá mua cao.
Hoạt động nội bộ thân thiện với người dung sử dụng các tủ điều khiển và terminal vận hành
Đối với hoạt động nội bộ, Bảng điều chỉnh Simatic PC627B được sử dụng trong hầu hết các tủ điều khiển. Các giải pháp điều hành thiết bị đầu cuối từ xa hiện làm việc với máy tính Microbox. Tuy nhiên, các máy tính Microbox Simatic được sử dụng như thiết bị đầu cuối điều hành từ xa không tự có các gói phần mềm bình thường cần thiết (ví dụ như Step7, S7-Graph (Software for interface programming), Distributed Safety (Programming software for fail-safe automation applications) hoặc P-Diag (Software for configuring the process diagnostics on Simatic S7 controllers), an toàn phân phối hoặc P-Diag), và thay vào đó họ sử dụng một kiến trúc máy chủ thiết bị đầu cuối để truy cập vào thiết bị đầu cuối chính đầy đủ chức năng có sẵn.

Mỗi tủ điều khiển có một kết nối mạng lưới văn phòng tại cùng một thời gian ranh giới thẩm quyền giữa IT thương mại / cấp cao hơn và tự động hóa. Vì lý do an toàn, IT giao cho nhà máy trạm phụ riêng của mình mà các địa chỉ IP có thể được quản lý tự chủ, với chức năng lớp 3 thực hiện bằng phương tiện của các bộ định tuyến.
Tách mạng nghiêm ngặt này có nghĩa là truy cập văn phòng đáng kể ít được yêu cầu, và điều này tiết kiệm chi phí đáng kể. Trách nhiệm được xác định rõ ràng trong trường hợp lỗi, để tất cả các lỗi nội bộ nhà máy có thể được sửa chữa bởi các nhân viên bảo trì mà không cần cho các chuyên gia bên ngoài. Điều này giúp tiết kiệm thời gian và chi phí cho nhà máy sản xuất.
Kết nối của tất cả các tế bào hàn đến các hệ thống điều khiển cao cấp và truyền thông giữa các hệ thống cá nhân và “xương sống” các cấp cao hơn đòi hỏi phải bảo mật bằng cách sử dụng tường lửa và bộ định tuyến. Nếu không thì tất cả các nút Ethernet của các nhà sản xuất ô tô sẽ không được bảo vệ chống lại hình thức truy cập bất cứ nơi nào trên thế giới.
Trong các cơ sở sản xuất, thiết bị chuyển mạch Scalance X-200 được sử dụng kể từ khi chúng được tích hợp đầy đủ vào Profinet, để người dùng không yêu cầu bất kỳ chương trình đặc biệt khác / viện trợ lập trình cho thông số và chẩn đoán cơ sở hạ tầng. Trong trường hợp có lỗi (ví dụ như cáp phanh), một tin nhắn có thể được gửi tự động với hệ thống điều khiển, hoặc thông qua các kênh tiêu chuẩn (các trap SNMP (Message frame for a network management system)) đến hệ thống cấp cao hơn trong mạng văn phòng. Trong trường hợp cáp bị đứt, vị trí đứt có thể được tạm xác định bằng cách sử dụng ” Topological View” trong Step7 hoặc giao diện Web của CPU, và vị trí chính xác của đoạn bị đứt có thể được xác định bằng cách sử dụng đo lường thời gian chạy được tích hợp vào chuyển đổi. Cũng cho phép trao đổi dữ liệu thời gian thực giữa các cơ sở tự động hóa, được kết nối với nhau bằng cách sử dụng Couplers PN / PN, ví dụ, tắt chức năng khẩn cấp cũng có hiệu lực trong các cơ sở lân cận.

Quyết định cho công nghệ rugged và field-proven
Khi thiết lập một nhà máy cấu trúc mới được thiết kế, mỗi mô-đun duy nhất được sử dụng để nghiên cứu khả thi. Cùng với các khía cạnh kỹ thuật, chẳng hạn như lợi thế và bất lợi trong quá trình vận hành hoặc hoạt động đang diễn ra, các yếu tố thương mại như chi phí mua sắm và chi phí bảo dưỡng cũng đóng một vai trò quan trọng ở đây.
Đơn giản và do đó vận hành công nghệ truyền thông mới nhanh hơn so với trước đây được sử dụng kết quả lợi ích kinh tế đáng kể ngay cả ở giai đoạn lập kế hoạch. Ngoài ra, khả năng sản xuất cao hơn sẵn sàng đạt được bởi vì những lỗi có thể được định vị và sửa chữa nhanh hơn.
Độ chắc chắn của thiết bị chuyển mạch Scalance cũng ảnh hưởng đến quyết định ủng hộ của Siemens là nhà cung cấp tự động hóa, kể từ khi vỏ hộp máy bằng nhựa thường xuyên không thể được sử dụng do tải cơ khí.
Một giải pháp với Profinet trong hàn hiện được thực hiện ở Regensburg và Munich ngoài Dingolfing.
Thiết kế nhà máy thực hiện các tuyến đường ngắn trong xây dựng khung
Để giữ cho sản xuất hoạt động trong một cách tương tự như một dây chuyền lắp ráp, sự chú ý đến đường chuyền ngắn quay lại ở giai đoạn lập kế hoạch và thiết kế của nhà máy. Mỗi phần lớn hơn của một chiếc xe, ví dụ: mặt cấu trúc trước, phần trung tâm, bảng phụ, có diện tích nhà máy riêng của mình. Việc xây dựng khung thực sự được dựa trên ba điểm sau đây: bảng điều khiển tầng, cấu trúc phía trước, và cấu trúc sau. Các tấm riêng rẽ khác nhau từ nhà máy được phân phối cho các máy trạm của các cơ sở hàn.
Sau cấu trúc phía trước, bao gồm các bánh xe bên trái và bên phải và vách ngăn, đã được tham gia với sàn lắp ráp, “ô tô” bắt đầu hình thành lần đầu tiên. Sau đó đi vào đơn vị “body skeleton” nơi các mặt bên và trần được gắn. Đây cũng là nơi mà các tác vụ liên kết được thực hiện trong các bộ phận được ngoại quan được di chuyển dọc theo một khu vực liên kết.
Chỉ có các phần chính bên ngoài như mui xe, bản lề, và bảng điều khiển bên mà ngày nay được làm bằng nhôm được sản xuất và cung cấp trực tiếp để “hoàn thiện”. Ở giai đoạn hoàn thiện, mỗi ô tô đi qua cùng một cơ sở để nghiền và thực hiện việc hàn và lắp ráp các tấm bên và cửa ra vào, bất kể loại. Sau khi hoàn thành khung bao gồm cả cửa ra vào và tất cả các phần phụ, ô tô tiếp tục đến bộ phận sơn.
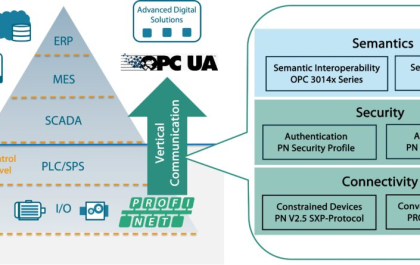
Giao tiếp dọc với PROFINET: Sẵn sàng cho tương lai chuyển đổi số
Trọng tâm chiến lược của chuyển đổi số nằm ở bảo trì dự đoán, sản xuất thích ứng và kiểm…

3 Giải pháp Từ Hội Nghị PI tại Seoul: An ninh, Bảo mật và An ninh mạng
Sau ba ngày họp và thuyết trình chuyên sâu tại Seoul, bài học rút ra rất rõ ràng: an ninh…


